
Работа и техническое обслуживание
DF-Laser
Настройка
Здесь вы можете ознакомиться с первоначальной настройкой лазера DF-Laser, а также найдете подробные инструкции по техническому обслуживанию. Это позволит вам избежать частых ошибок и сохранить гарантию.
Первоначальная подготовка к работе предусматривает выполнение следующих действий:
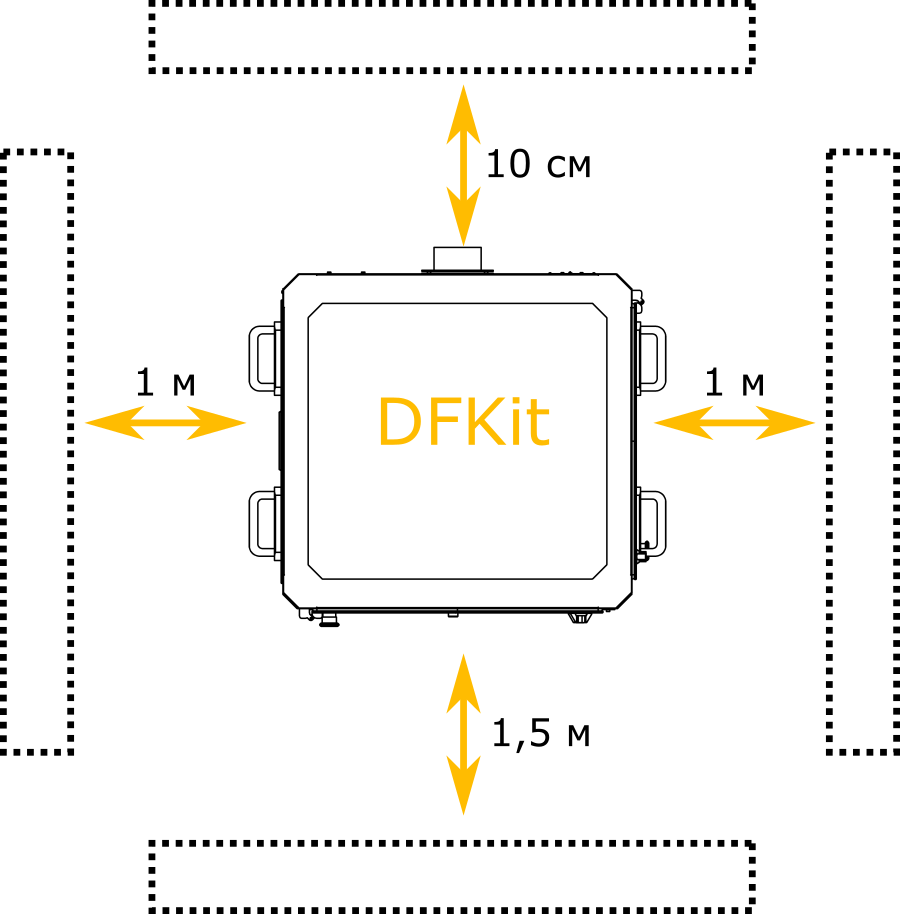 Установка лазера производится на твердом горизонтальном (с уклоном не более 10°) основании в сухих отапливаемых и хорошо проветриваемых помещениях при температуре воздуха от +10°С до +35°С. Для управления устройством и его технического обслуживания необходимо предусмотреть достаточное пространство для доступа: с лицевой стороны не менее 1,5 м, а с боковых сторон – не менее 1 м. Следует также оставить зазор между тыльной стороной и стеной помещения не менее 10 см.
Установка лазера производится на твердом горизонтальном (с уклоном не более 10°) основании в сухих отапливаемых и хорошо проветриваемых помещениях при температуре воздуха от +10°С до +35°С. Для управления устройством и его технического обслуживания необходимо предусмотреть достаточное пространство для доступа: с лицевой стороны не менее 1,5 м, а с боковых сторон – не менее 1 м. Следует также оставить зазор между тыльной стороной и стеной помещения не менее 10 см.
Перед началом эксплуатации оборудования необходимо убедиться в том, что узлы и механизмы устройства комплектны и находятся в рабочем состоянии, а само устройство надёжно закреплено на основании (на тумбе или рабочем столе), опоры которого установлены на достаточной высоте. Транспортировочный крепеж необходимо удалить. Перед включением лазера важно убедиться, что на рабочем столе отсутствуют посторонние предметы, а перемещению подвижных элементов устройства ничего не препятствует. До подключения к электрической сети (Рис.11) необходимо проверить сетевой кабель на наличие повреждений и убедиться, что в розетке питания присутствует заземление. В случае обнаружения повреждений сетевого кабеля или отсутствии заземления дальнейшая эксплуатация устройства запрещается.
Перед первым подключением устройства к сети питания следует перевести обе аварийные кнопки в нажатое состояние, а сетевой выключатель на тыльной панели в положении «выключено». После этого можно подключать устройство к розетке питания сетевым кабелем.
Далее необходимо включить питание устройства сетевым выключателем и перевести кнопки аварийной остановки в рабочее
положение, повернув их в направлении, указанном стрелками.


Если в процессе выполнения какого-либо из перечисленных пунктов ожидаемый результат не получен, следует обратиться в техническую поддержку производителя.
Если проверка показала корректную работу лазера, разрешена его последующая эксплуатация. Для этого ранее подготовленный в системе автоматизированного проектирования (CAD-системе[1]) файл изделия передается в CAM-систему[2], в которой происходит создание управляющей программы на основе переданной электронной модели изделия. Рассматриваемая далее CAM-система на базе графического редактора «Inkscape», также поставляемая в комплекте с устройством, является свободно распространяемым программным продуктом и работает на персональных компьютерах под управлением операционной системы Windows (начиная с версии Windows 7 и выше). Перед использованием ее следует установить на компьютер в соответствии с рекомендациями, изложенными далее.
[1] CAD (англ. Computer-aided design) – автоматизированная система, реализующая информационную технологию выполнения функций проектирования (САПР)
[2] САМ (англ. Computer-aided manufacturing) — автоматизированная система, либо модуль автоматизированной системы, предназначенный для подготовки управляющих программ для устройствс ЧПУ.
До начала эксплуатации лазера при первом его включении необходимо провести проверку его работоспособности в следующем порядке:
| Действие | Пояснение | Ожидаемый результат |
|---|---|---|
| Закрыть дверцы колпака Включить станок | Проверка работоспособности лазерного модуля | В момент включения наблюдается излучения лазерного модуля в течение 1 секунды (до загрузки контроллера) |
| Поместить пробную заготовку в ближний левый угол рабочего стола Команда меню Home XYZ | Обнуление координат по всем осям | В результате лазер должен начать движение в сторону датчиков конца каждой оси и остановиться по их достижению |
| Команда меню Prepare -> Motors OFF | Отключение двигателей | Все двигатели должны отключиться |
Программное обеспечение
- Установка программного обеспечения
Установочный файл записан на SD карте, включенной в комплекте поставки. Необходимо выполнить установку программы «Inkscape» в соответствие со следующими указаниями:
1) Установить InkScape 0.92 c https://inkscape.org/ru/ или запустить установочный файл с SD карты
2) Копировать файлы из папок Raster и Vector на SD карте в:
C:\Program Files\Inkscape\share\extensions
3) Копировать файл png.py с SD карты в:
C:\Program Files\Inkscape\python\Lib
4) Запустить Inkscape
- Создание УП
При корректной установке Inkscape во вкладке еред печатью необходимо убедиться в работоспособности принтера, произвести его заправку материалом и вставить SD-карту. Далее устройство включается сетевым выключателем на его задней стенке, после чего выбирается файл для печати с SD-карты при помощи органов управления на передней панели.
- Управление настройками лазера
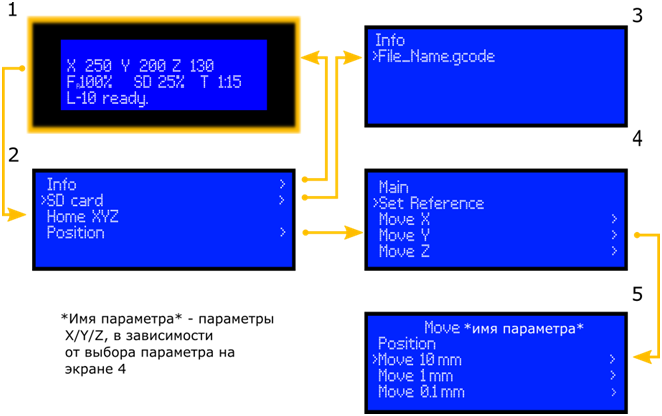 В процессе работы лазера, на главном экране отображается основная информация о его текущем состоянии (экран 1). В первой строке указаны текущие координаты по осям X, Y, Z соответственно. Во второй строке отображается текущее значение поправки скорости (100%) , процент выполнения запущенного файла и время работы лазера. В последней строке отображается текущий статус устройства.
В процессе работы лазера, на главном экране отображается основная информация о его текущем состоянии (экран 1). В первой строке указаны текущие координаты по осям X, Y, Z соответственно. Во второй строке отображается текущее значение поправки скорости (100%) , процент выполнения запущенного файла и время работы лазера. В последней строке отображается текущий статус устройства.
При нажатии поворотной кнопки, происходит переход в режим просмотра основного меню (экран 2,). Команда «Info» возвращает на главный экран с информации о текущем состоянии устройства. Команда SD card позволяет перейти к выбору файла с кодом управляющей программы, предварительно записанного на SD карту (экран 3,). Команда Home XYZ производит обнуление осей и перемещает лазерный модуль в точку машинного нуля (0, 0, 0). Команда «Position» позволяет осуществлять ручное перемещение лазерного модуля по осям X, Y, Z — функция «Move X/Y/Z» Команда «Set Reference» задает текущее положение всех координат нулевым значением. Данные команды представлены на экране 4.. Команда «Move X/Y/Z» может изменять координаты с шагом, равным 10мм, 1 мм и 0.1 мм по соответствующей оси (экран 5).
Внимание
Контрольный осмотр лазера необходимо проводить каждый раз перед запуском, в том числе контролировать плавность работы всех его элементов, а также по завершении работы. После транспортировки устройства рекомендуется проверять калибровку стола. Устранение всех неисправностей и регулирование настроек должно производиться строго до начала эксплуатации.
Любой серьезный ремонт должен производиться специалистами фирмы-изготовителя или по согласованию с ними. Нарушение руководства по эксплуатации и любое неавторизованное вмешательство может привести к поломке оборудования и иным неблагоприятным последствиям, в том числе связанных со здоровьем пользователя, а также могут стать причиной отказа в удовлетворении гарантийных требований.
- Очистка рабочей зоны
В процессе работы остатки материала, а также иные отходы, попадают сквозь поверхность ячеистого рабочего стола в специально отведенный выдвижной ящик. Во избежание возгорания мелких отходов и засорения рабочей зоны, по завершению работы на лазере рекомендуется регулярно производить очистку рабочей поверхности, а также очищать выдвижной ящик от скопившегося мусора.

- Смазка направляющих и ходовых винтовВ процессе эксплуатации для корректной работы лазера требуется регулярно производить смазку направляющих, а также ходовых винтов. В устройстве используются три рельсовых направляющих: две для перемещения портала (ось Y) и одна для лазерного модуля (ось X). В качестве смазки применяется индустриальное масло марки И-20А. Перед нанесением смазки с направляющих обязательно удаляется старая смазка и всевозможные загрязнения.
Первоначально следует нанести небольшое количество масла на рельсовые направляющие вдоль боковых канавок (с обеих сторон направляющей). При этом в процессе нанесения смазки портал и лазерный модуль должны находиться примерно посередине соответствующей оси. После нанесения масла нужно переместить соответствующую каретку 4–5 раз вдоль направляющей до упора в одну и другую сторону для проникновения масла к смазываемым поверхностям. Затем излишки масла с кареток, рельс и рамы устройства удаляются.
 Рабочий стол (ось Z) перемещается по направляющим круглого сечения, которые также требуют регулярной смазки маслом той же марки. Эта операция проводится аналогично: масло наносится на направляющие, после чего рабочий стол несколько раз перемещается вверх и вниз для проникновения масла в линейные подшипники (рис. 19) Смазка направляющих должна производиться каждые 200 часов работы или после длительных простоев устройства. В случае его работы в запыленных помещениях этот интервал следует сократить.
Рабочий стол (ось Z) перемещается по направляющим круглого сечения, которые также требуют регулярной смазки маслом той же марки. Эта операция проводится аналогично: масло наносится на направляющие, после чего рабочий стол несколько раз перемещается вверх и вниз для проникновения масла в линейные подшипники (рис. 19) Смазка направляющих должна производиться каждые 200 часов работы или после длительных простоев устройства. В случае его работы в запыленных помещениях этот интервал следует сократить.
В качестве приводов для направляющих, применяются ходовые винты, смазка которых производится аналогичным образом.
- Очистка оптики
Для корректной работы устройства необходимо производить очистку линзы лазерного модуля. Рекомендуется протирать линзу спиртовым раствором.